Ремонт системы питания двигателей с газобаллонными установками
(рис. 10) с дозирующими шайбами, снимают крышку 3, извлекают пружину 4 экономайзера и мембрану 5, снимают со штока клапана замочную шайбу 6, вынимают клапан 10 экономайзера и пружину 8 клапана. Снятые детали моют, дефектуют и ремонтируют.
Основными неисправностями корпуса редуктора, которые подлежат устранению, являются повреждение резьбы отверстий и прилегающих плоскостей. Резьбовые отверстия восстанавливают нарезанием резьбы большего размера или постановкой втулок. При ремонте резьбовых отверстий способом увеличения размера резьбы соответственно новому размеру изготовляют шпильки, резьбовые штуцера и т. п.
Повреждения плоскостей прилегания (риски, забоины) устраняют шабрением поверхностей. При обломе ушек под оси рычажков, связывающих клапан и мембрану в первой и второй ступенях, а также при появлении трещин корпус редуктора бракуют.
Негерметичность пары клапан — седло в первой и второй ступенях редуктора устраняют обработкой поверхностей седел и ремонтом клапанов. Повреждения рабочих кромок седел удаляют зачисткой или подрезкой их торца. В клапанах переворачивают или заменяют поврежденные детали вставки. При заедании клапанов зачищают трущиеся поверхности клапанов, а также оси вращения рычажка.
Негерметичкость вакуумных полостей разгрузочного и эконо-майзерного устройств является следствием нарушения целостности или повреждения прилегающих поверхностей. Такие повреждения устраняют шабрением, а поврежденные мембраны заменяют. Мембраны изготовляют по чертежам или образцам из прорезиненной маслобензостойкой ткани толщиной 0,35 мм.
После ремонта редуктор собирают в обратной последовательности. При этом проверяют все подвижные соединения, которые должны перемещаться легко без заеданий. При установке мембран обращают внимание на правильное расположение отверстий для болтов и стержня штока. При прижатии мембран не должно образовываться складок и загибов.
В процессе сборки первой ступени редуктора при необходимости регулируют положение рычажка 5 (см. рис. 2) винтом 3 и контргайкой 4 до момента, когда плечо рычажка 5 займет горизонтальное положение при полностью закрытом клапане.
После сборки газовый редуктор испытывают на стенде (рис. 11). Стенд позволяет произвести проверки и регулировки I и II ступеней редуктора, разгрузочного и экономайзерного устройств. Для проведения работ редуктор 1 закрепляют на стенде посредством пневматического приспособления. Проверка работоспособности систем редуктора осуществляется сжатым воздухом с давлением 1,6 МПа и разрежением до 665 Па, создаваемым диаф-рагменной камерой. Входящее давление воздуха и давление в I ступени редуктора контролируются манометрами 2 и 3. Для замера разрежения во время испытаний используют вакуумметр 4 и пьезометр 5.
В I ступени регулируют величину давления газа, проверяют быстроту наполнения камеры и герметичность соединений. Во II ступени регулируют ход клапана, его герметичность и момент открытия.
Отремонтированные зкономайзерные устройства проверяют на герметичность. При проверке создают разрежение под мембранами не менее 265 Па. Падение вакуума в течение 3 мин не допускается. Кроме того, в экономайзерном устройстве проверяют момент открытия клапана, а в разгрузочном — минимальное разрежение, нейтрализующее усилие конической пружины.
Клапан экономайзера должен открываться при разрежении под
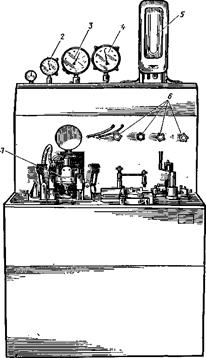
Рис. 11. Стенд для испытания газового редуктора:
1 — газовый редуктор, 2—манометр высокого давления, 3 —
манометр низкого давления, 4 — вакууметр, 5 — пьезометр.6 — вентили управления
мембраной 165+15 Па. Разрежение, нейтрализующее усилие конической пружины разгрузочного устройства, должно составлять 105—135 Па. При несоответствии устройств заданным параметрам пружины тарируют на специальном приборе . Длину пружины замеряют по шкале, нанесенной на стержне. Причем при установке втулки без пружины риска должна совпадать с нулевой отметкой шкалы.
При определении длины пружины в свободном состоянии на стержень прибора надевают только пружину. При замере длины пружины под нагрузкой на втулку надевают тарировочный груз. Полученные при замере данные сравнивают с параметрами пружины (табл. 2) и в случае несоответствия их пружину бракуют.
Таблица 2. Параметры пружин экономайзерного и разгрузочного устройств
|
Параметр |
Пружина | ||
|
мембраны экономайаера |
клапана экономайаера |
разгрузочного устройства | |
|
Полное число витков Рабочее число витков Длина пружины, мм: в свободном состоянии под нагрузкой Масса груза, кг |
9 7 29 20 255±8 |
5 3 14,5 7 280±330 |
4 2 140 10 750±5 |
Похожие статьи:
Конструктивная
особенность
Стук рычагов привода клапанов. Характерный стук с равномерными интервалами, частота его меньше любого другого стука в двигателе. Заклинивание двигателя с обрывом одного или нескольких клапанов. Сопровождается деформацией боковин рабочей части рычагов, растрескиванием юбок тарелок клапанов (возможно ...
Справочно-информационная работа по обслуживанию пригородных перевозок на
вокзале головной пассажирской станции
Справочные сведения должны быть исчерпывающими по содержанию, точно отражать фактическое состояние на вокзале. Необходимо, чтобы обо всех изменениях в расписании движения поездов, условиях перевозок пассажиров и работе вокзала работников справочного бюро извещали своевременно. Все изменения тот час ...
Корректирование нормативов
Подвижной состав имеет множество модификаций и эксплуатируется в различных условиях, что влияет на его ресурс, периодичность обслуживания и трудоемкость технических воздействий. В связи с тем, что конкретные условия для проектируемого АТП могут отличаться от условий, для которых приведены нормативн ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация