Основные элементы узла, их назначение, работа
Колесная пара
направляет электровоз по рельсовому пути, реализует развиваемую электровозом силу тяги и тормозную силу (при торможении), воспринимает статические и динамические нагрузки, возникающие между рельсами и колесами, и преобразовывает вращающий момент тягового двигателя в поступательное движение электровоза. Технические данные колесной пары следующие:
Диаметр колеса по кругу катания, мм . 1250
Расстояние между внутренними торцами бандажей, мм 1440
Ширина бандажа, мм . 140
Толщина нового бандажа по кругу катания, мм 90
Колесная пара (рис.1) состоит из оси 5, колесных центров 4, бандажей 2, бандажных колец 1, зубчатых колес 3.
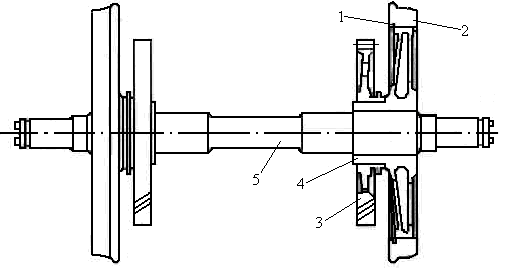
Рис. 1. Колесная пара
Ось колесной пары унифицированной механической части кованная из специальной осевой стали марки ОсЛ. Степень укова или обжатия металла от слитка при изготовлении составляет не менее 3-х. После формообразования черновые оси подвергают нормализации с отдельного нагрева или нормализации с отпуском. Все термические операции осуществляются при автоматическом регулировании и регистрации фактически выполненных режимов.
После термической обработки и правки, черновую ось подвергают механической обработке на токарном станке, где формирую ось в соответствии с чертежами. Ось обтачивается, как правило, в два этапа - черновой и чистовой. После чистовой обработки должны быть соблюдены все геометрические размеры оси, а поверхности должны иметь шероховатость согласно нормативно-технической документации.
После механической обработке на токарном станке (черновой или чистовой) каждая ось подвергается ультразвуковому контролю на отсутствие в оси флокен, ярко выраженных ликвации, расслоений, трещин, плен, заковок, рванин, инородных металлических и неметаллических включений, а также других дефектов литья, ковки и механической обработки. Кроме того, не допускается полное непрозвучивание оси ультразвуком. Непрозвучиваемые оси подвергают термической обработке и повторной проверке.
После ковки и обработки на токарном станке буксовые, предподступичные, подступичные, моторно-осевые шейки, среднюю часть оси и галтели подвергают специальной обработке - упрочняющей накатке роликом с усилием 30-40 кН, при этом предел выносливости стали, увеличивается примерно в 1,5 - 2 раза. После накатки шейки шлифуют. Для исключения задиров накатываемые поверхности предварительно смазывают маслом индустриальным И-40А.
Ось изготавливается в соответствии с ГОСТами и чертежами. Все длины измеряются мерительным инструментом с ценой деления - 0,1 мм. Диаметр подступичной части измеряется с точностью - 0,01 мм. Диаметры шеек и предподступичной части измеряется с точностью - 0,002 мм (т.к. в буксовом узле применены подшипники качения).
Ось соединяет движущие колеса в единую конструкцию - колесную пару. Прессовая посадка позволяет удерживать колеса на определенном расстоянии друг от друга. Через ось передаются все нагрузки, возникающие как в кузове, так и при движении колес по рельсам, поэтому она должна обладать значительными механическими свойствами.
Все части оси работают со знакопеременными нагрузками (при приложении сил к оси -верхние слои металла растягиваются, а нижние сжимаются; потом ось поворачивается, и слои меняются местами - верхние становятся нижними, а нижние верхними).
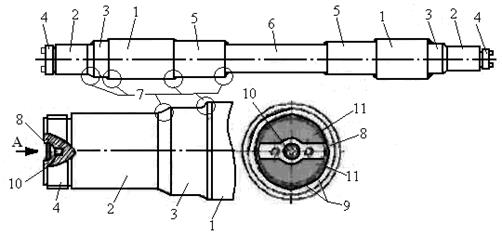
Рис.2. Основные элементы оси и их назначение.
железнодорожный транспорт ремонт локомотив
Ось колесной пары имеет несколько отдельных элементов, имеющих свое название. Название отдельных элементов зависит от функции, которую этот элемент выполняет. Каждый элемент имеет свой размер, который зависит от технологии изготовления, сборки, условий эксплуатации и ремонта.
Самый большой диаметр на оси предназначен для крепления ступицы колесного центра. Данная часть оси называется - подступичная (1).
Часть оси, предназначенная для расположения буксового узла, называется - шейкой (2). Между шейкой оси и подступичной частью располагается предподступичная часть оси (3). Данная часть имеет двойное назначение - во-первых, предподступичная часть необходима для уменьшения напряжений в оси при изменении диаметра от шейки к подступичной части. Во-вторых, на предподступичной части крепится лабиринтное кольцо буксового узла.
Одним из элементов крепление буксового узла на шейке оси является корончатая гайка. Корончатая гайка наворачивается на специальную резьбовую часть оси (4)
На электровозах с унифицированной механической частью применяется опорно-осевое подвешивание тягового двигателя. Опорно-осевое подвешивание тягового двигателя заключается в том, что тяговый двигатель имеет две точки опоры. С одной стороны двигатель опирается на раму тележки, а с другой стороны двигатель опирается на ось колесной пары через моторно-осевые подшипники (МОП), обеспечивающие смазку трущихся поверхностей.
Похожие статьи:
Деятельность предприятия
Для достижения поставленных целей, предприятие осуществляет в установленном законодательством порядке следующие виды деятельности: 1. Выполнение комплекса работ по текущему ремонту и содержанию дорог и дорожных сооружений: - устройство, ремонт и восстановление дорожных покрытий всех типов; - устрой ...
Исполнительная группа
С помощью исполнительной группы выполняются установка, замыкание и размыкание маршрутов. В зависимости от установленных границ набранного маршрута происходит выбор путевых и стрелочных секций, входящих в этот маршрут. После этого с помощью контрольно-секционных реле КС контролируются все условия пр ...
Аналитический
обзор существующих методов и подходов к планированию групповых действий
Обзор существующих методов поиска оптимального маршрута при одиночном полете БЛА В настоящее время существует множество методов решения данной задачи, таких как полный перебор, динамическое программирование, генетические алгоритмы, жадные алгоритмы, метод восхождения и многие другие. Рассмотрим нек ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация