Выбор загрузочного устройства
Для данной детали (усеченного конуса) можно применить загрузочное устройство лопастной щелевой бункер который работает по принципу: принимает заготовки навалом и выдает их поштучно ориентированно в пространстве и во времени. Здесь осуществляется почти 100% автоматизация. Но для данные детали поступают на лоток бункера в двух возможных положениях.
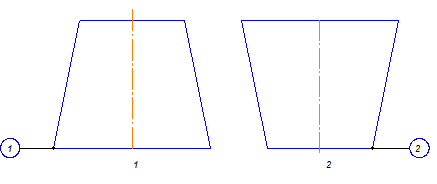
Рисунок 2. Положение детали при поступлении на лоток
Так как деталь поступает в бункер навалом и потом осуществляется первичная ориентация то для вторичной ориентации надо разрабатывать механизм вторичной ориентации так как деталь среднесложная. Правильная ориентация это на большое основание то есть на поверхность 1, а если на поверхность 2 то применяется механизм вторичной ориентации что бы осуществить правильную ориентацию детали и обработать ту поверхность которая дана в условии.
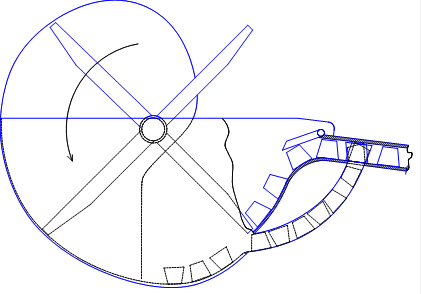
Рисунок 3. Лопастной щелевой бункер
В бункерах такого типа заготовки движутся на выходе непрерывным потоком, поэтому их производительность зависит от скорости движения и размера заготовки, измеренного по направлению движения.
Таким образом, производительность бункера с непрерывной выдачей заготовок можно определить по формуле:
![]() шт./мин.
шт./мин.
где: v – скорость движения заготовок (в см/мин);
l – размер заготовки, измеренный по направлению движения (в см);
К – коэффициент перерывов.
Заготовки в бункере будут выходить со скоростью, равной скорости вращения лопастей. При этом, если разделим эту скорость на размер заготовки, получим теоретическую производительность бункера. Фактическая производительность будет несколько меньше, так как в потоке заготовок будут перерывы, которые учитываются коэффициентом К. Величина коэффициента К определяется экспериментальным путем. Для данного типа загрузочного устройства К принимаем равным 0,5.
Так как время обработки одной детали нам задано и равняется 3,6 мин, то нам необходимо рассчитать скорость вращения лопастей. Из формулы 1 получим:
![]() см/мин.
см/мин.
![]() см/мин.
см/мин.
Разработка механизма вторичной ориентации
Первичная ориентация происходит в бункере. Но её недостаточно для полного определения положения детали в пространстве. Поэтому необходима дополнительная ориентация.
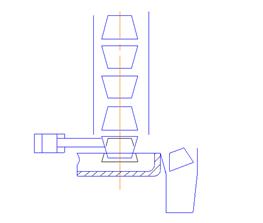
Рисунок 4. Устройство вторичной ориентации
Неправильно ориентированная заготовка переворачивается приводом, так как деталь надо что бы была большим основанием в низ, потому что обрабатывается малое основание конуса.
Похожие статьи:
Разработка плана эвакуации из помещения автошколы
Безопасность людей при пожаре зависит от своевременной и правильной эвакуации. Для эвакуации из помещения автошколы разработан план эвакуации и определены пути эвакуации с учётом расположения эвакуационных выходов. Вывешены планы эвакуации на видных местах вблизи выходов в соответствии со СНиП 2.01 ...
Техническое обслуживание пускового
двигателя
Техническое обслуживание пускового дизеля включает в себя проверку и при необходимости регулировку зазоров между электродами свечи зажигания и контактами прерывателя магнето, а также обслуживание редуктора пускового двигателя. Проводят его при ТО-3. Проверка зазоров между электродами. Свечу зажи ...
Определение индикаторных показателей двигателя
Теоретическое среднее индикаторное давление, МПа: (1.36) Действительное среднее индикаторное давление: (1.37) где – коэффициент полноты диаграммы, который принимается равным: Индикаторный КПД двигателей, работающих на жидком топливе: (1.38) Индикаторный удельный расход жидкого топлива: (1.39) ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация