Технологический процесс и технология ремонта гидравлических гасителей колебаний КВЗ-ЛИИЖТ
Под технологией в широком смысле понимают правило соединения научных и технических знаний с практическим действием.
Технология в узком смысле понимается как порядок операций, направленных на достижение определенных целей (изготовление, ремонт, контроль технического состояния и т.п.)
Гидравлические гасители колебаний для ремонта, проведения ЕТР доставляются на электрокарах в отделение ремонта и технического обслуживания гасителей.
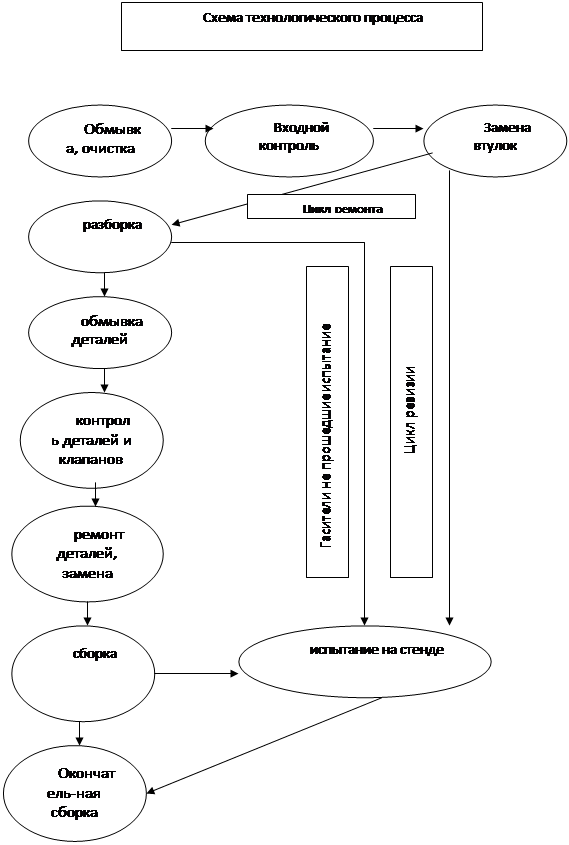
Технологический процесс ремонта гасителей состоит из следующих операций: очистки, разборки, контроля размеров, ремонта изношенных деталей или замены их новыми, сборки и испытания на стенде.
Гасители колебаний поступают на первый участок отделения: укладываются на стеллаж ожидания ремонта, с которого они поступают на стол механической наружной сухой очистки и в моечную машину. Очищенные гасители укладываются на стеллаж, с которого они отправляются на второй участок отделения на стеллаж с последующей передачей на испытательный стенд с записью рабочей диаграммы.
Гасители колебаний, показавшие ненормальные диаграммы, со стеллажей поступают на стенд для разборки.
Разборка гасителя производится в соответствии с технологическим процессом. После разборки детали сортируются на две группы (внутренние и наружные), укладываются на специальные поддоны, направляются в моечную машину. После обмывки и сушки внутренние детали (клапаны, штоки, направляющие головки цилиндра, сальниковые устройства) поступают на стол дефектации для определения вида ремонта, а наружные детали (головки, защитный кожух, корпус) на стол для их дефектации и определения вида ремонта.
На столе детали осматриваются, проверяются, измеряются изношенные поверхности, определяется объем наплавочно-восстановительных работ. Поврежденные или изношенные детали и узлы направляются в сварочное или механическое отделение, деформированные или изношенные резиновые детали заменяются исправными. Забракованные, подлежащие списанию детали помещают в контейнер. Детали или узлы, подлежащие комплектовке, поступают на верстак. Отремонтированные или укомплектованные узлы гасителя укладываются в соответствующие ячейки шкафа, откуда затем направляются на стену, где выполняют окончательную сборку, заправку гасителя жидкостью и подготовку его к испытаниям на стенде.
Собранный гаситель передается на стенд для испытаний, проверки работоспособности гасителя с записью рабочей диаграммы. Если гаситель признан исправным, то он направляется на стеллаж, а затем последовательно в окрасочную камеру, осушительную камеру и на стеллаж для маркировки (указания клейма, даты, вида ремонта) и оформления документации.
При разборке гасителей рабочая жидкость сливается в приемник стенда разборки, а оттуда – в емкость, а затем восстанавливается в регенерационной установке и сливается в закрытую емкость. В закрытой емкости хранится свежая рабочая жидкость. Из емкостей рабочая жидкость по трубопроводам насосом подается к дозатору, из которого гаситель, при его сборке на стенде, заполняется строго определенным объемом этой жидкости. В гаситель можно заливать смесь новой и регенерационной рабочей жидкости в отношении 1:1.
Похожие статьи:
Снятие и установка распределителя
зажигания
Отсоедините провод от клеммы "-" аккумуляторной батареи. 2. Отсоедините высоковольтные провода от распределителя зажигания. 3. Отсоедините вакуумный шланг от вакуум-корректора распределителя. 4. Выньте трос привода дроссельных заслонок из держателя. 5. Отверните гайку крепления кронштейна ...
Виды козловых кранов
Современные козловые краны в соответствии с основными характеристиками представлены следующими видами кран грузоподъемностью 12,5 т с однобалочным мостом и двухрельсовой грузовой тележкой; кран грузоподъемностью 5 т с однобалочным трубчатым мостом и электроталью; кран грузоподъемностью 20,5 т с одн ...
Охрана труда и окружающей среды
Данный дипломный проект посвящен разработке нейросетевой системы планирования группового полета БЛА при наблюдении наземных подвижных объектов. В ходе выполнения проекта был проведен анализ существующих методов поиска оптимального маршрута и, на их основе был разработан и реализован оптимальный для ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация