Проектирование производственного подразделения
Проектирование зоны ТО-2
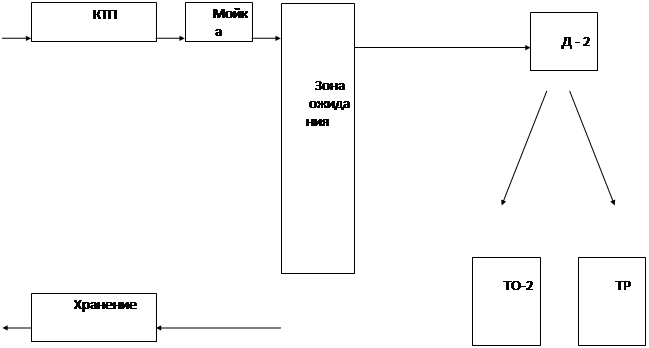
Схема движения автомобиля на АТП представлена на рисунке 1.
![]()
![]() Рисунок 1- Организация технологического процесса на предприятии
Рисунок 1- Организация технологического процесса на предприятии
Проектирование зоны ТО-2
Количество постов ТО-1, ТО-2, Д-1, Д-2 определяется из выражения:
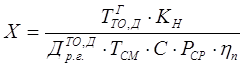 , (3.1)
, (3.1)
где ![]() -годовой объем работ ТО-2 , чел.-ч.
-годовой объем работ ТО-2 , чел.-ч.
![]() - коэффициент неравномерной загрузки постов
- коэффициент неравномерной загрузки постов
![]() -число рабочих дней в году зон.
-число рабочих дней в году зон.
С - число смен работы в сутки.
![]() -продолжительность смены.
-продолжительность смены.
![]() - принятое среднее число рабочих на одном посту.
- принятое среднее число рабочих на одном посту.
![]() - коэффициент использования рабочего времени поста.
- коэффициент использования рабочего времени поста.
Для расчета числа постов принимаем следующие значения:
![]() [2, таблица 9]
[2, таблица 9]
![]() [2, таблица 3]
[2, таблица 3]
![]() [2, таблица 3]
[2, таблица 3]
![]() [2, таблица 3]
[2, таблица 3]
![]() [2, таблица 10]
[2, таблица 10]
![]() [2, таблица 11]
[2, таблица 11]
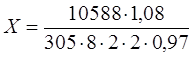 = 1,8 поста
= 1,8 поста
При ТО-2 выполняются следующие виды работ:
В диагностические работы входят: проверка люфта в рулевом механизме при помощи люфтомера, измерение величины схождения и угла поворота передних колес, проверка и при необходимости регулировка установки света фар, тормозов на тормозном стенде.
В крепежные работы входят: проверка и при необходимости подтяжка гаек крепления подушек подвески двигателя, болтовых соединений рамы, кронштейнов и вкладышей кронштейнов рессор, поперечной тяги пневмоподвески к раме, стремянок рессор, крепления кронштейнов пневмобаллонов задней подвески, кронштейнов балансиров, кронштейнов и хомутов топливного бака, кронштейнов АКБ, запорных механизмов кабины, крепление седельно-сцепного устройства к раме, гайки крепления тормозных камер.
В регулировочные работы входят: при увеличенном свободном ходе рулевого колеса и отсутствии люфта в шарнирах рулевого управления следует демонтировать рулевой механизм и провести его регулировку. Проверить люфт передних и задних вывешенных колес покачиванием их и при необходимости отрегулировать натяг подшипников.
В смазочно-заправочные работы входит смазка всех составных частей автомобиля в соответствии с химмотологической картой
Похожие статьи:
Характеристика объекта проектирования
Наименование объекта проектирования. Объектом проектирования является участок текущего ремонта автомобиля. Назначение объекта проектирования. Участок текущего ремонта является одним из важнейших участков в автотранспортном предприятии. ...
Оценка целесообразности разработки алгоритмов
и программных продуктов
Для обоснования целесообразности разработки алгоритмов и программных продуктов (ПП) необходимо: Выбрать аналог Сформулировать перечень характеристик качества разработки по предлагаемому варианту ПП Определить конкретные значения характеристик, их значимость При выборе характеристик качества разраба ...
Анализ существующих международных маршрутов из города Гомеля
Филиал "Гомельский объединенный автовокзал" ОАО "Гомельоблавтотранс" расположен вблизи привокзальной площади, по улице Курчатова, 1, недалеко от железнодорожного вокзала. Здание Гомельского автовокзала было построено по проекту Ленинградского филиала государственного проектного ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация