Механическая обработка под размер
При этом способе ремонта деталь в результате механической обработки получает новый размер, отличающийся от первоначального (номинального) размера по рабочему чертежу, правильную геометрическую форму и требуемую шероховатость поверхности. Этот новый размер детали носит название ремонтного, и он может быть больше или меньше номинального.
Припуск на механическую обработку под размер подбираем исходя из геометрических размеров детали и величины износа обрабатываемой поверхности: δ0 = 0,6 мм.
Губину резания принимаем равной припуску на механическую обработку под размер: t = 0,6 мм.
Исходной величиной подачи при черновом фрезеровании является подача на один зуб Sz = 0,2 мм.
Скорость резания – окружная скорость фрезы, м/мин [8],
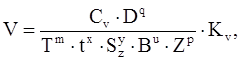
где Сv – константа, зависящая от вида обработки, свойств инструментального и обрабатываемого материалов, Сv = 332 мм;
D – диаметр фрезы, D = 90 мм;
T – период стойкости, Т = 180 мм;
Sz – подача на один зуб, Sz = 0,2 мм;
В-ширина фрезерования, В = D/(1,25 – 1,5) = 90/1,25 = 72 мм;
Z – число зубьев фрезы, Z = 16;
Kv – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания;
показатели степени:
q = 0,2;
m = 0,2;
х = 0,1;
у = 0,4;
u = 0,2;
p = 0.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания Kv определяется по формуле [8]:
![]()
где Кмv – коэффициент, учитывающий качество обрабатываемого материала, Кмv = 1;
Кпv – коэффициент, учитывающий состояние поверхности заготовки Кпv = 1;
Киv – коэффициент, учитывающий материал инструмента, Киv = 1,5;
![]()

Частота резания определяется по формуле (6.3), об/мин:

Контроль размера поверхности после проведенной наплавки и механической обработки производится линейкой или штангенциркулем, полученное значение сопоставляется с номинальным. В случае несоответствия, деталь подвергается повторной наплавке с последующей механической обработкой под размер и вновь контролируется.
Похожие статьи:
Расчет показателей графика движения
После построения графика движения пригородных поездов необходимо произвести расчет основных показателей графика. К расчетным показателям использования вагонов пассажирского парка относятся: скорость движения пригородных поездов: участковая: где -пробег пригородных поездов; ,- суммарное время нахожд ...
Размеры пассажирского движения
Исходя из заданного пассажиропотока в дальнем и местном сообщении определим размер пассажирского движения для этого составим композицию состава или другими словами схему размещения в составе поезда в определённой последовательности вагонов разной категории. В зависимости от скорости движения различ ...
Привод переключения передач
У переднеприводного автомобиля с передним поперечным расположением силового агрегата расстояние между местом установки рычага переключения передач и коробкой передач увеличивается, вследствие чего появляются дополнительные связывающие элементы рычага с коробкой передач. Это приводит к усложнению пр ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация