Выбор и обоснование способов устранения дефектов
Особое внимание должно быть обращено на галтели шеек, предподступичные части, выступающие из ступицы колесных центров, подступичные части осей, а также на места сопряжения галтелей в переходах от одного диаметра к другому.
По окончании магнитного контроля наружные шейки оси должны быть размагничены в постепенно убывающем переменном магнитном поле.
Проверку седлообразным дефектоскопом шеек под моторно-осевые подшипники колесных пар электровозов производят в следующем порядке.
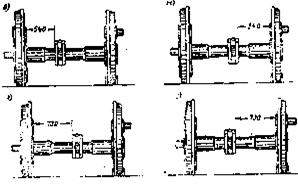
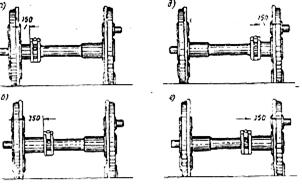
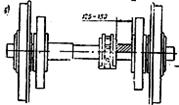
Рис.10. Дефектоскопирование оси.
Дефектоскоп надевают на шейку оси на расстоянии 125-150 мм от ступицы колесного центра (зубчатого колеса) магнитной смесью из неокрашенной окалины при включенном дефектоскопе обильно поливают участок шейки между дефектоскопом и ступицей, при этом тщательно осматривают верхнюю часть проверяемого участка. Затем дефектоскоп перемещают к концу шейки и таким же образом проверяют остальную часть, которая не была проверена при первом положении дефектоскопа. При проверке внутренних шеек особое внимание должно быть обращено на состояние галтелей и сопряженных с ними цилиндрических частей шеек, а также на выступающие из ступиц подступичные части оси.
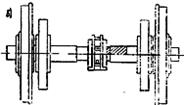
После проверки шеек и других частей оси в одном положении колесную пару надлежит дважды повернуть на 120 и в каждом положении проверить внутренние шейки оси.
Среднюю часть оси, имеющую чисто обработанную поверхность, проверяют так же, как внутренние шейки, применяя жидкую магнитную смесь из неокрашенного порошка по участкам длиной 150-200 мм.
Проверку седлообразным дефектоскопом средней части оси, имеющую темную поверхность, производят по участкам длиной 100-150 мм от боковин дефектоскопа с применением жидкой магнитной смеси из неокрашенного порошка, но с предварительным покрытием проверяемой поверхности тонким слоем алюминиевого порошка. Отработавшую магнитную смесь, стекающую с частей оси, не покрытых алюминиевым порошком, и с темных поверхностей, покрытых алюминиевым порошком, собирают в разные ванны.
При обработке необработанной средней части тендерных осей их участки, прилегающие к ступицам колесных центров на расстоянии 75-125 мм от ступицы, должны быть зачищены до металлического блеска.
Проверку этих участков производят порядком, установленным для внутренних шеек, имеющих чисто обработанную поверхность.
Проверка бандажей колесных пар.
Каждый бандаж, подлежащий магнитному контролю, устанавливают на специальном приспособлении, обеспечивающем удобство осмотра и поворота бандажей в процессе проверки с соблюдением всех требований техники безопасности.
Проверку внутренней поверхности бандажей и наружной поверхности в зоне наплавки гребней и проката производят седлообразным дефектоскопом с применением в качестве указателя дефекта жидкой магнитной смеси из неокрашенного магнитного порошка по участкам длиной 150-200 мм.
Для выявления в бандажах наряду с поперечными трещинами наклонных трещин с малым углом наклона, приближающихся к продольным трещинам, седлообразный дефектоскоп необходимо насколько возможно поворачивать относительно боковых граней бандажа, не удаляя при этом его от проверяемой поверхности. Бандаж или ось с трещиной бракуют. При браковке оси колесную пару списывают из инвентаря.
Износ моторно-осевых шеек. Кроме естественного износа, на поверхности шеек появляются задиры, термические трещины из-за нагрева моторно-осевых подшипников. Поверхностные повреждения, овальность и конусность шеек более 0,5 мм устраняют станочной обработкой - шлифованием с последующей полировкой.
Похожие статьи:
Подбор электродвигателя
Номинальная мощность электродвигателя находится по формуле: Np= , кВт где np – число оборотов эксцентрика, np = 750 мин-1; Мр – момент на валу, Мр = 34,1 т см. Np = кВт. Находим требуемую мощность двигателя: N = Np/η, кВт, где η – коэффициент полезного действия подшипника качения, η ...
Влияние атмосферных условий на техническое
состояние силовых установок
На техническое состояние двигателей и систем силовой установки в значительной мере оказывают влияние условия эксплуатации авиационной техники как на земле, так и в полете. Летательные аппараты гражданской авиации эксплуатируются в различных климатических условиях и на трассах неодинаковой протяженн ...
Расчет трудоемкости ТО и ТР
Расчет годового объема работ по ТО (15) где -нормативное значение трудоемкости ТО для базового автомобиля ([л.1], табл. Г1), -коэффициент корректирования нормативов трудоемкости ТО в зависимости от пробега с начала эксплуатации ([л.1], табл. П5), - коэффициент корректирования нормативов трудоемкост ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация