Общие сведения о детали
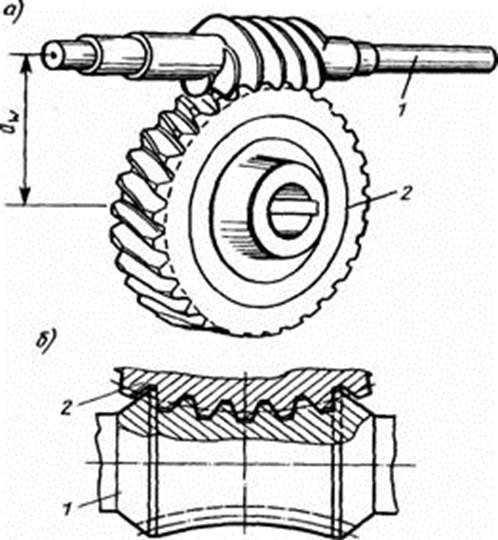
Колесо червячное входит в зацепление с червячным валом редуктора. Крутящий момент от электродвигателя передается редуктору через муфту и тормозное устройство. В редукторе колесо червячное установлено на валу с помощью шпонки. Вал вращается на подшипниках, запрессованных в корпус редуктора. Колесо червячное передает крутящий момент.
Данная деталь относится к классу «колесо». Сердечник изготавливается из серого чугуна СЧ-40, венец из бронзы Бр010Н1Ф1. Колесо имеет 1 шпоночный паз для сегментной шпонки. Колесо соединяется с ведомым валом редуктора. На валу есть шпонка, шпонка нужна для того чтобы исключить проскальзывания червячного колеса относительно вала.При эксплуатации деталь работает в закрытом корпусе с наличием смазки, испытывая большие термические и динамические нагрузки.
Дефект 1.
Износ контактирующей поверхности колеса.
Износ контактирующей поверхности колеса получаются вследствие трения относительно других поверхностей и попадания между этими поверхностями каких-либо частиц износа. Износ контактирующей поверхности вала устраняют хромированием в саморегулирующемся электролите. В процесс восстановления детали входят: подготовка детали к нанесению покрытия, нанесение покрытия и обработка детали. Анодную обработку производят в основном электролите. Деталь завешивают в ванну для хромирования и подогрева, выдерживают 1-2 мин. Без тока, а затем подвергают обработке на аноде в течении 30-40 сек. После этого наносят покрытие. Далее обрабатывают деталь с помощью токарного станка.
Дефект 2.
Износ шпоночного паза.
Способ восстановления - ручная электродуговая наплавка. Изношенный шпоночный паз наплавляют с помощью электродуговой наплавки. Сущность дуговой наплавки состоит в том, что поверхность детали и конец электрода разогревается мощным источником тепла - электрической дугой, возникающей между электродом и наплавляемой деталью. В результате этого образуется ванна из жидкого металла, образованного металлом наплавляемой поверхности и материалом электрода. Жидкий металл после остывания образует шов (валик). Для защиты жидкого металла от вредного воздействия окружающей атмосферы электроды покрывают специальными обмазками.
Расплавленный металл всегда переносится с электрода на основную деталь, что объясняется воздействием электромагнитных сил, направленного движения газов, и поверхностного натяжения.
В процессе наплавки наблюдается неравномерный нагрев и охлаждение шва и околошовной зоны, что приводит к появлению трещин. Для предупреждения образования трещин применяют предварительный прогрев детали и медленное охлаждение после наплавки, назначают оптимальный режим наплавки. Излишки металла убираем токарно-винторезным станком, после чего долбим паз и проводим контроль.
Дефект 3
Износ зубьев колеса.
Червячный редуктор обладает низким КПД, а следственно и большими температурами в зоне контакта «червяка» с «червячным колесом». В следствии этого характерным дефектом этой передачи является износ зубъев червячного колеса. Восстановление изношенной поверхности осуществляется наплавкой нового материала Бр010Н1Ф1 на изношенные зубья. После наплавки, излишки металла удаляются точением на токарно-винторезном станке 16К20. После обработки точением идет фрезерная операция: нарезание с радиальной подачей осуществляется на зубофрезерных станках цилиндрической фрезой, ось которой устанавливают горизонтально, симметрично оси колеса. В процессе резания фреза подается радиально на глубину зуба с подачей 0,08—0,50 мм/об стола и скоростью резания 20-25 м/мин. Чтобы зубья колеса были нарезаны полностью по всей окружности, после достижения полной высоты и выключения радиальной подачи необходим еще один полный оборот детали, прежде чем следует остановить станок. Из зацепления с колесом фрезу следует выводить до выключения работы станка, чтобы не повреждать профиль зубьев колеса. При фрезеровании с радиальной подачей параметр шероховатости поверхности зависит от числа зубьев и заходов фрезы, а также диаметра колеса. Если диаметр колеса мал, а фреза имеет небольшое число зубьев, на профиле зубьев колеса остаются широкие следы огибающих резов. Для снижения параметра шероховатости по окончании радиальной подачи целесообразно применять чистовую обработку с тангенциальной подачей. Число резов на боковой поверхности зуба можно регулировать путем изменения тангенциальной подачи. Путь тангенциальной подачи в этом случае равен примерно одному осевому шагу червячной фрезы. Метод обработки с радиальной подачей обладает высокой производительностью; его применяют для обработки червячных колес невысокого качества и колес с относительно небольшим углом подъема зубьев.
Похожие статьи:
Расчетно-технологическая часть
КамАЗ - 44108 МАЗ - 543203 1. Рассчитаем периодичность ТО и КР Периодичность ТО-1 L1= L1н ∙К1∙К3 (Л-1), где L1н – норма периодичности ТО-1 (км) К1 – коэффициент, учитывающий условия эксплуатации К3 – коэффициент, учитывающий климатические условия Периодичность ТО-2 L2= L2н ∙К1W ...
Влияние приспособления для
вырезания прокладок на окружающую среду
Анализируя влияние приспособления для вырезания прокладок на окружающую среду, прежде всего, стоит обратить внимание на принцип его работы. Принцип работы данной конструкции основан на преобразовании вращательного движения вала электродвигателя в возвратно-поступательное движение штока вырезающего ...
Рулевое управление
У переднеприводных автомобилей на передние колеса приходится большая нагрузка, поэтому требуется большое усилие для их поворота, для этого на автомобилях устанавливаются рулевые механизмы с большим передаточным отношением и лучшим коэффициентом полезного действия. Этими качествам обладает травмобез ...
Навигация
- Главная
- Ходовая часть автомобиля
- Организация работы отделения дороги
- Развитие автодорог в России, Германии и США
- Ремонт электроподвижного состава
- Виды и устройство эскалаторов
- Двигатели внутреннего сгорания
- Информация